Стоматология >>>> Изготовление мягких съемных протезов
Изготовление мягких съемных протезов.
Как говорилось здесь, достоинство мягких съемных зубных протезов заключается не только в удобстве привыкания и щадящем воздействии на слизистую оболочку полости рта. Мягкие съемные протезы – это, прежде всего, безаллергенные протезы, так как технология их изготовления не подразумевает двухкомпонентности (пластмассового порошка и жидкости мономера, который зачастую становится фактором аллергии).
Для изготовления мягких съемных протезов используют метод инжекторного литья. Для того чтобы отлить такой протез, необходима инжекторная печь – устройство, загоняющее под высоким давлением воздуха размягченный пластмассовый материал (брикеты, гранулы) в форму для отливки протеза.
Как происходит литье мягких съемных протезов?
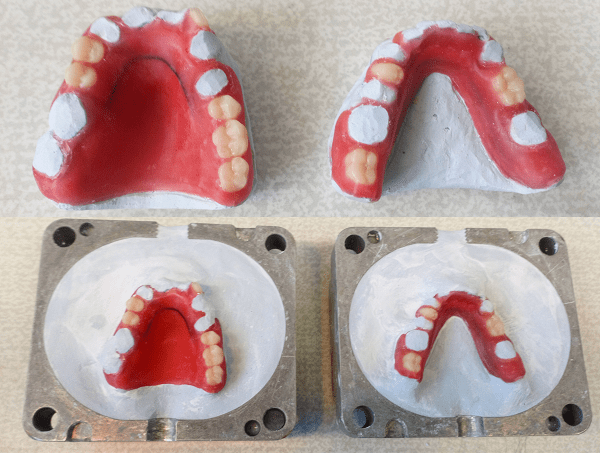
После определения высоты прикуса, выбора и постановки зубов, начинается этап подготовки формы для отливки мягкого зубного протеза. Восковая композиция протеза приливается кипящим воском к гипсовой модели, с модели срезаются все гипсовые зубы и выступы, которые могут создать препятствие для дальнейшего открывания кюветы.
Модель с восковым протезом гипсуется в металлическую кювету таким образом, чтобы расстояние между восковым протезом и отверстием для прохода пластмассы было как можно меньше, но не создавало предпосылок для разлома гипсовой формы под действием высокого давления воздуха.
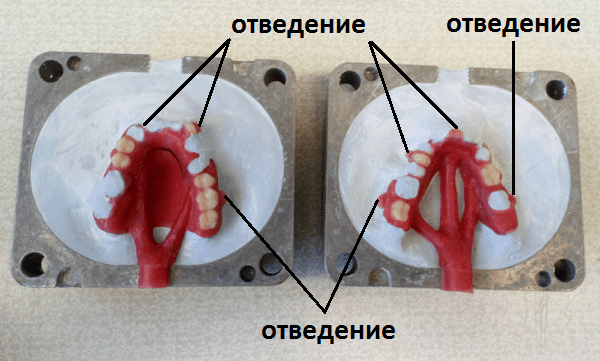
После застывания гипса в кювете к восковой композиции протеза подводится литниковая система, которая должна быть продумана индивидуально для каждого случая установленных зубов и создавать возможности для протекания пластмассы во все труднодоступные места. Для предотвращения недоливки и образования пустот по краям протеза можно сделать отведения в наиболее сложных местах (в области расположения пелотов – элементов конструкции, удерживающих протез на зубах и альвеолярных отростках; в области срезанных гипсовых зубов во фронтальном участке). Литниковая система должна охватывать все удаленные от отверстия прохода пластмассы участки протеза и создавать достаточно широкие депо для прохода пластмассы в гипсовой форме и предотвращения раковин, пористости будущего протеза.
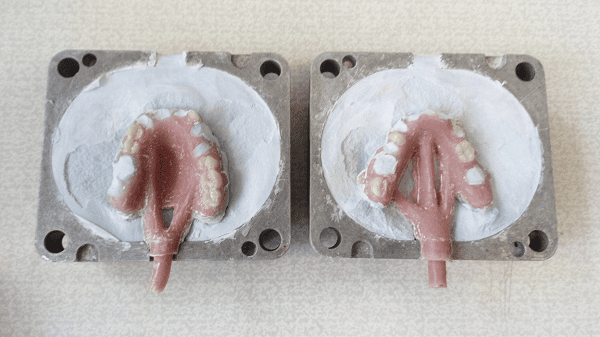
Загипсованный в металлическую кювету восковый протез выпаривается (удаляются компоненты воска из гипсовой формы), форма смазывается изолирующим лаком, чтобы будущая пластмассовая конструкция легко вынималась из формы. Кювета с подготовленной формой подсушивается в муфельной печи для удаления остатков конденсата и устанавливается в инжекторную печь, где к ней подводится «патрон» с материалом для отливки. По установленной программе, соответствующей материалу, происходит литье протеза.

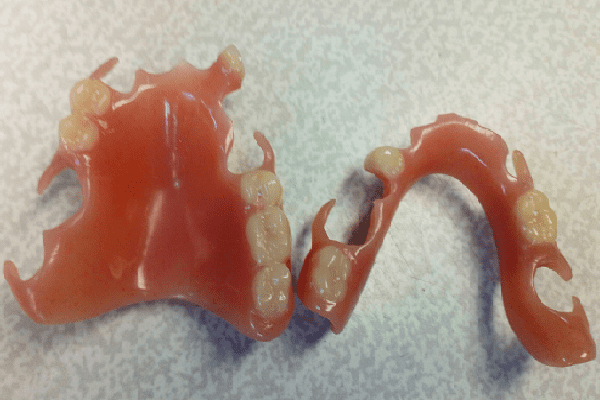
Кювету охлаждают, разъединяют и аккуратно достают отлитый мягкий съемный протез, литниковую систему срезают, протез обрабатывают специальными фрезами и полируют (в случае нейлоновых протезов ножницами срезают только бахрому, но протез не полируют). Протез готов к посадке в полость рта.








Почитать
Почитать